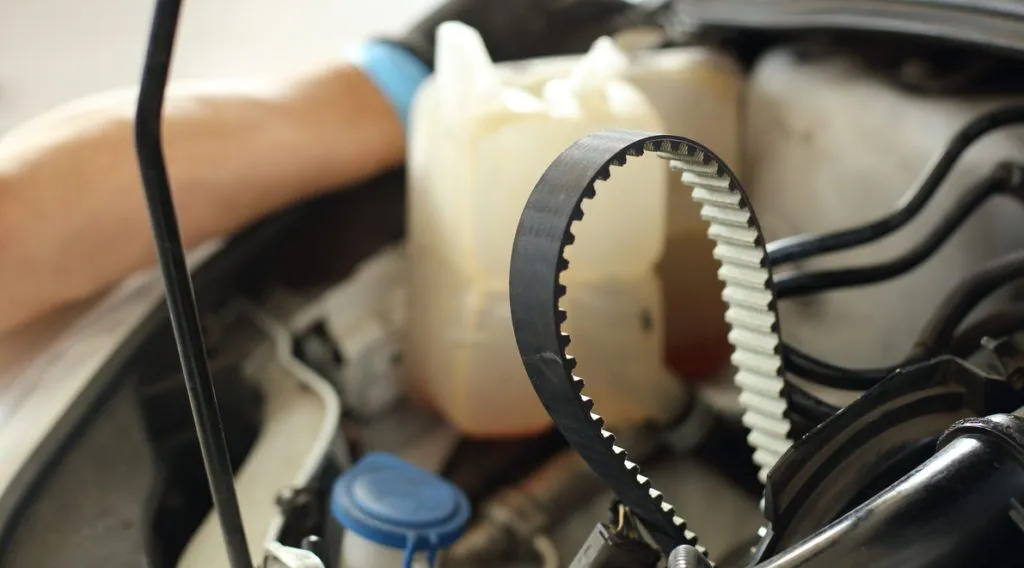
1. Engine Performance A properly functioning toothed belt ensures that the engine runs smoothly. Since it maintains the timing of the engine's internal components, any wear, tear, or failure of the belt can lead to significant drops in engine performance. A malfunctioning belt can cause the engine to misfire, resulting in poor fuel efficiency and power loss.
...
2025-08-14 07:07
1587